

- What is a VRU?
A VRU, or vapor recovery unit, is a compression system used to collect and compress low volume gas streams for injection into the suction of a larger compressor, a meter run, a local site fuel gas system or directly into a gas gathering line. Mechanical VRUs consist of a driver motor or engine that supplies the power to the compressor. They are often used by oil and gas operations to recover vent gas.
- Why use a VRU for oil and gas operations?
- VRUs can make money for a facility. Sending the natural gas recovered to the sales pipeline increases the facility’s total volume of gas sold.
- VRUs reduce air pollution emissions since they recover vent gas that would be emitted to atmosphere or burned in a flare.
- Assist in complying with air permit limits.
- Using VRUs to capture vent gas can reduce current and future risks and liability associated with greenhouse gas (GHG) emissions.
- What are typical sources of natural gas recovered by VRUs?
Typical sources include:
- Crude oil/condensate storage tanks
- Produced water storage tanks
- Heater treater flash gas
- Glycol dehydrator still column vent gas
- Casing head gas
- What are the typical capture efficiency of VRUs?
The USEPA and State environmental regulatory agencies use a default capture efficiency of 95%. Greater capture efficiencies in air permit applications can be claimed if the system meets certain criteria.
95% Capture Efficiency per TCEQ
To claim a 95% capture efficiency for a VRU in Texas, the VRU must:
- Be designed to capture natural gas vapors
- Use sensing equipment which enables the applicant to know that the VRU is capturing vapor(s) at peak intervals.
100% Capture Efficiency per TCEQ
To claim 100% capture efficiency for a VRU the applicant must satisfy the following additional design parameters:
- Be designed to capture natural gas vapors
- Use sensing equipment which enables the applicant to know that the VRU is capturing vapor(s) at peak intervals.
- Use additional sensing equipment that enables greater efficiency and control
- Use a properly designed bypass system that operates automatically, diverts discharge volume back to suction, and eliminates the possibility of a vacuum.
- Use an appropriate gas blanket.
- Uses a system to ensure that no oxygen is allowed to be pulled into the system.
- Use variable speed drives if electrically driven
- Be a compressor that is a suitable type for the application. The compressor should be capable of recovering both wet and dry gas.
- What are the types of compressors typically used as VRUs for oil and gas operations?
The most commonly used mechanical compressors used for VRUs include:
- Oil-flooded rotary screw
- Rotary sliding vane
Less commonly used VRUs include:
- Vapor Jet Pump – a non-mechanical method using pressurized water to recover and compress gas.
- Reciprocating mechanical compressors are used more often in dry gas applications but some specific type of reciprocating compressors are better suited to wet gas and can be used in VRU service.
- Are VRUs considered process equipment under NSPS OOOO/OOOOa?
Yes, VRUs considered process equipment under NSPS OOOO/OOOOa and are not considered emission control devices. Reference” Small Entity Compliance Guide for NSPS OOOOa
This is important for NSPS OOOO/OOOOa compliance because the emissions recovered (and not emitted to the atmosphere) are not included in the potential to emit (PTE) calculations for a storage tank. This helps ensure a company can meet the 6 tons VOC per year per storage tank emissions limit.
- What is used to drive mechanical VRUs?
- Electric motors are used if electricity is available.
- Natural gas engines are used when electricity not available.
- How do VRUs work?
Mechanical VRU compressors work by squeezing the gas into a smaller volume thus increasing the pressure. Based on the ideal gas law the pressure of a gas is inversely proportional to the volume; decrease the volume of the container holding the gas will increase the pressure of the gas.
The Vapor Jet System is used for recovery of vent gas from oil and gas production facility storage tanks. The process utilizes a pump to pressurize a stream of produced water to serve as the operating medium for a jet pump. The potential energy (pressure) of the produced water stream is converted to kinetic energy (velocity) in the jet pump. The high velocity water stream entrains the near atmospheric vent gas vapors and returns them to the facilities’ low pressure system for separation and sale. The water is then returned to the water storage tanks for further de-gassing and reuse in the Vapor Jet System process, disposal or injection.
- What is the purpose of Variable Frequency Drives?
Variable frequency drives (VFD), also called variable speed drives, adjust the speed of the mechanical compressor driver based on the flow of gas to the VRU. This increases the turndown ratio and so increases the operational range of gas the VRU can effectively recover. As VRU applications can have relatively large fluctuations in volumes and pressures, the VFD can provide the overall system a larger degree of operating flexibility.
The VFD allows the compressor to more quickly respond and recover increases and decreases in the flow of gas to the VRU over a short period of time.
- When should direct measurement of vent gas flowrate be used?
Where and when possible, consider measuring the flowrate of vent gas from the emission source. HY-BON/EDI uses its IQR Emission Survey to measure vent gas flowrate using turbine meters or thermal mass flow meters. Optical Gas Imaging (OGI) cameras are used to ensure no leaks occur from tank hatches and PSVs during measurement.
Measurement of actual flowrate of vent gas is valuable for sizing, design and operation of a VRU. This can be valuable for the following reasons:
- Determine the minimum and maximum flowrate of vent gas over a 24-hour period.
- Use to properly design and operate the VRU system.
- Samples of the vent gas taken during measurement supply data on the chemical makeup (VOC, methane), molecular weight and BTU content of the gas. This is useful data for air permitting, emission inventories and calculating the value of the vent gas recovered by the VRU.
- Are scrubbers needed for VRUs?
Applications for natural gas vent gas sources that are “wet” (containing natural gas liquids) require a scrubber (separator) vessel to collect free liquids that might condense out upstream of the compressor inlet.
Crude oil/condensate storage tanks typically have high BTU vent gas (greater than 1500 BTU/SCF) and will have more free liquids that should be removed prior to sending the gas to the VRU compressor.
- How do VRUs handle gas containing H2S?
Depending on metallurgy of the VRU, the following ranges can be handled.
- Flooded Rotary Screw compressors: 2 to 4% H2S
- Rotary vane compressors: Up to 40% by volume
- Vapor Jet Pumps: No upper limit on the H2S concentration
- What are some VRU design considerations for crude oil/condensate storage tanks?
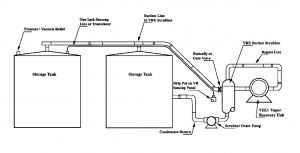
When VRUs are used to recover vent gas from storage tanks, the vent line from the storage tank or the common manifold suction line for multiple storage tanks, is piped to the suction scrubber upstream of the VRU. The suction scrubber is a 2-phase separator that removes some of the free oil in the vent gas. Oil recovered in the suction scrubber is pumped back to the storage tank(s). The gas from the suction scrubber flows to the VRU for compression. The discharge piping from the VRU can be routed to the gas gathering line, a meter run and/or the suction of a gas compressor.
13.a. Leaks
Piping connecting the storage tanks and VRU or vapor recovery towers (VRT) and VRUs, (referred to as the Closed Vent System (CVS) by NSPS OOOO/OOOOa) should operate with no detectable emissions.
13.b. Slope of Piping to VRU
Closed vent system piping from the storage tank to the VRU should slope downward (20 degrees or greater) toward the scrubber upstream of the VRU. This applies to piping from a VRT to a VRU. This ensures that liquids that condense in the piping can be gravity-fed back to the VRU inlet scrubber and so help keep the piping clear.
13.c. Pressure Sensors
VRUs are designed to turn on and off based on the pressure of the gas in the storage tank vapor space. To detect the pressure in the storage tanks, an independent sensing line is run from the top of one tank to a small drip pot on the control panel. Location of the sensor should be in the most active storage tank or located at a distance as far as practical from the VRU suction line if all tanks are equally active in receiving oil. Some systems use a tank mounted pressure transducer (transmitter) with an analog line to the control panel to detect pressure in the storage tank vapor space.
The VRU is configured to stop and start automatically, depending on the pressure in the tanks. A properly designed VRU must include a bypass system that will initiate automatically and divert the discharge volume back to the suction scrubber. This process allows tank pressure to build back to the point at which compression occurs. If the pressure continues to decrease while in the bypass mode, the unit will shut down and wait in standby for the start pressure to be obtained.
13.d. Vacuum Sensors
Properly designed VRUs are also configured to shut down before any type of vacuum is reached to avoid pulling oxygen into the tanks or imploding them. If air (oxygen) is pulled into
the system, it is typically caused by an improperly designed package (no bypass system or improper pressure settings), improperly sealed tank hatches, or leaking relief valves. These
units actuate on pressures as small as 0.5 inches of water column (0.019 psi), and most packages used in typical oil field compression are simply not able to calibrate to these minute
pressures. With a correctly designed package, the addition of a properly designed gas blanketing system on the tanks can alleviate the majority of any other issues that could cause oxygen ingress.
13.e. Types of VRUs for Storage Tanks
Either rotary screw or rotary vane compressors are strongly recommended for crude oil/condensate storage tank applications because of their ability to effectively handle wet gas. Reciprocating compressors are good machines for use in dry gas applications, but they are always not recommended for VRU service for wet gas. Wet gas tends to foul the valves and seats in reciprocating most compressors, and condensate can fall out in the crankcase and compromise the lubricating oil, resulting in component failure.
Vapor recovery process flow with key components indicated
- Should a facility use a Vapor Recovery Tower?
Vapor recovery towers (VRTs) are tall, vertical separators used to recover flash gas emissions that would be generated in a crude oil storage tank.
Flash gas results from natural gas coming out of solution when crude oil or condensate is transferred from higher pressure production separators (or heater treaters) into storage tanks. The greater the pressure drop between a pressure vessel and a fixed roof storage tank, the greater the amount of flash gas generated in the storage tank. The VRT can recover most of the flash gas from the oil and then route lower pressure oil to the storage tank. Gas recovered by the VRT is routed to the VRU. Since lower pressure oil is sent to the storage tank, the flash gas generated in the storage tank(s) is dramatically reduced.
- When should backup control device (VRU, enclosed combustion device, flare) be used with a VRU application?
Some operators use a backup control device such as a VRU, enclosed combustion device (ECD) or flare as a backup control device with the primary VRU. A second VRU alternate operation with the primary VRU or can operate when the primary VRU is out of service.
A backup ECD or flare can combust the gas during times the gas is not recovered by the VRU.
Backup emission controls help ensure the facility can continuously meet NSPS OOOO/OOOOa limits for storage tanks and facility State site specific air permit limits. They can also help avoid the need to report upset, bypass and emergency air emissions that would occur if the gas was not combusted.
- What environmental regulations affect the piping (closed vent system) for VRUs?
NSPS OOOO and OOOOa require initial and annual inspection for leaks from the closed vent system of VRUs (and enclosed combustors and flares) used to control an affected storage tank.
NSPS OOOOa requires that a qualified, registered professional engineer design and certify the closed vent system for affected storage tanks that require a NSPS OOOOa control device.
- What are the operating ranges for VRUs?
| VRU Type | Horsepower Range | Maximum Discharge Pressure | Minimum Volume (MSCFD) | Maximum Volume (MSCFD) |
| Flooded Rotary Screw | 5 to 1000 | 350 psig | 15 | 5000 |
| Rotary Sliding Vane | 5 to 600 | 55 psig | 2 | 2000 |
| Vapor Jet Pump | Not applicable | 55 psig | 2 | 75 |
| Reciprocating Compressor | 5 to 2000 | 4500 psig | 2 | 50,000+ |
| Based on natural gas with specific gravity of 0.65, inlet gas temperature of 60°F and suction pressure of 0 psig. | ||||
Cimarron Energy Acquisition of HY-BON/EDI
Cimarron’s acquisition of HY-BON/EDI in July 2019 means that our environmental product and services offered to our oil and gas customers are further strengthened. This includes the following:
- BTEX combustor unit for glycol dehydrators
- Mobile glycol reclamation system
- Vapor Recovery Units (VRU)
- Vapor Recovery Towers (VRT)
- Flares
- Enclosed Combustion Devices (ECD)
- Leak Detection and Repair (LDAR) services
- Vent gas measurement services
- Field service
- Parts
For more information on our products and services, you can contact us at +1 (844) 746-1676 and http://cimarron.com.