Models
-
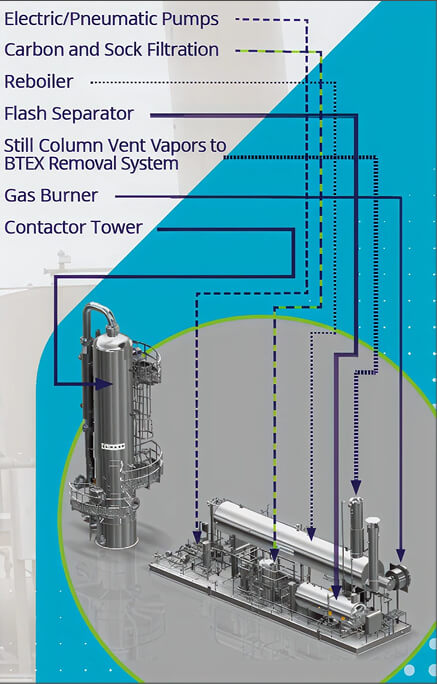
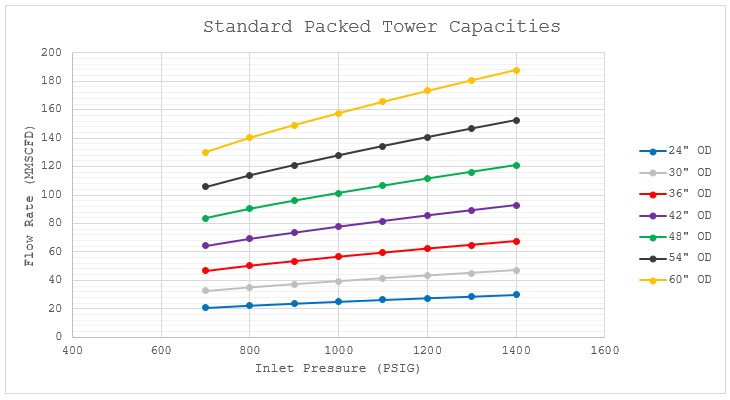
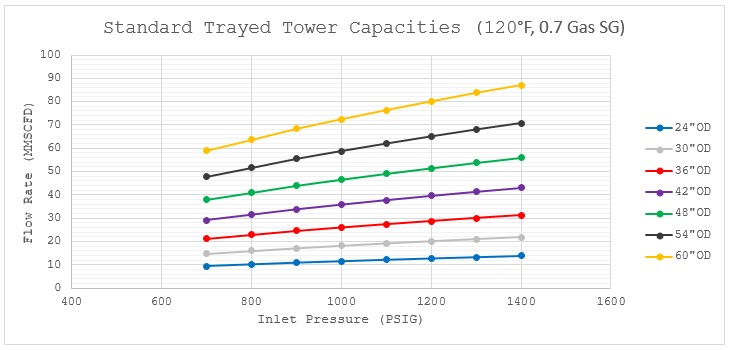
Absorber Towers:
- Packed or Trayed up to 72”ID+, up to 200 MMSCFD Flows
-
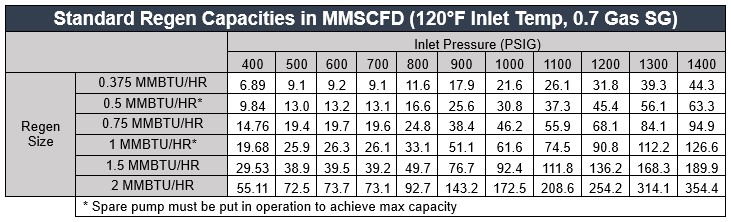
Regeneration Systems:
- Reboiler duty sizes from 0.3 to 3MMBTU/hr
- Electric or Pneumatic Pumps
-
Companion BTEX Mitigation Packages