

Operators are always looking for ways to improve vapor recovery unit (VRU) performance and to avoid the regulatory requirements of NSPS OOOOa. Using a vapor recovery tower (VRT) along with a VRU, a facility can increase production of natural gas and decrease air emissions.
VRTs are tall, vertical separators used to recover flash gas emissions that would be generated in a crude oil storage tank.
Flash gas results from natural gas coming out of solution when crude oil is transferred from higher pressure production separators (or other pressure vessels) into storage tanks. The greater the pressure drop between a pressure vessel and a fixed roof storage tank, the greater the amount of flash gas generated. Since most production storage tanks are fixed roof tanks that operate at near atmospheric pressure, this flash gas is either vented to the atmosphere, burned in a flare or recovered by a VRU.
For typical crude oil and condensate storage tanks, the VOC emissions consist of flash gas, standing (breathing) and working losses. Most of the VOCs from such storage tanks are from flash emissions.
VRT Applications
VRTs can be used with large and small VRUs for a vent gas recovery system.
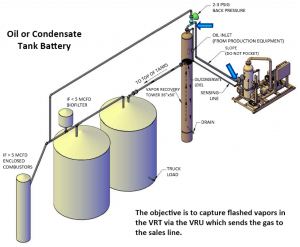
When a VRT is used as a part of a vapor recovery system, the VRT can recover most of the flash gas from a pressurized oil stream prior to the oil entering the storage tanks. This will reduce the amount of flash gas generated in the storage tanks. The flash gas recovered by the VRT can then be routed to a VRU and then ultimately to the sales pipeline resulting in an increase in facility gas production.
Some applications use a VRT to supply the motive force (power) to send the gas to an open flame flare or enclosed combustor. For some flaring applications, more motive pressure is required to send the gas to the combustion device than is available from an atmospheric storage tank. For this application, the VRT’s operating pressure can be adjusted to a pressure setting high enough to move the flash gas to the combustion device.
VRTs routing flash gas to a VRU typically operate at approximately 1 to 5 psig. For VRTs sending flash gas to a combustion device greater operating pressure may be required.
The process for a VRT:
- Liquids enter the VRT through the oil inlet and exits the VRT through the oil outlet. The oil that enters the VRT undergoes a pressure drop and flash gas is released from the oil.
- Recovered gas exits the top of the VRT. This gas can be used as onsite burner fuel, moved to the sales line, or burned in a flare/enclosed combustor.
- The liquid level in the VRT normally remains approximately one to two feet below the oil outlet nozzle due to the pressure in the VRT and the oil is pushed up to oil outlet through the down comer pipe.
- The oil outlet sends lower pressure oil to the storage tanks and use of the down comer pipe keeps vapors from being pushed to the liquid storage tanks.
- The space above the normal liquid level is used as a vapor space for the flash gas to collect. A pressure control valve is used to maintain the VRT operating pressure of 3 to 5 psig. By maintaining a positive pressure in the VRT’s vapor space, the chance of air entering the recovered flash gas is minimized.
The diameter of a VRT is greater than the oil inlet diameter and this lowers the velocity of fluids and reduces gas entrainment. Also, the vertical vessel height aids in gravity separation of natural gas and oil.
Since the VRT lowers the amount of flash gas liberated at the storage tank, storage tank VOC emissions may be low enough that no further emission controls are required. This can aid in compliance with NSPS OOOOa.
Where there is concern that oxygen could enter the vent gas stream, a properly designed and operated VRT can exclude air from entering the flash gas recovered by a VRU. For a fixed roof storage tank operating at near atmospheric conditions, air can enter the tank through open or leaking thief hatches and leaking pressure/vacuum relief valves.
Cimarron
Cimarron is a primary solution provider that engineers and manufactures production, process, and environmental equipment for the upstream, midstream and downstream energy industries. Cimarron also engineers and provides environmental control solutions for biogas at wastewater facilities, digester tanks, landfills or breweries.
As a long-standing industry supplier with international market reach, Cimarron brings decades of engineering, design, manufacturing and service experience to its customers with product capabilities including: separation, treating, conditioning, and environmental compliance. As a process systems specialist, Cimarron ensures its customers prepare and transport oil and natural gas for end use, while treating and disposing of water and vapor by-products in a safe and environmentally-conscious manner.
For more information on our products and services, you can contact us at +1 (844) 746-1676 or visit http://cimarron.com.