

GLYCOL DEHYDRATION PROCESS AND EMISSION CONTROLS
Process Description
To meet pipeline specifications, operators are often required to dehydrate their produced natural gas that is saturated with water vapor. Water vapor in natural gas pipelines can result in the formation of hydrates that can obstruct or plug the pipe. Also, water vapor in a pipeline can cause corrosion due to the presence of carbon dioxide (CO2) or hydrogen sulfide (H2S) in the natural gas.
Most natural gas producers use triethylene glycol (TEG) dehydrators to remove water from natural gas to meet pipeline water content requirements.
In the process, wet gas enters near the bottom of the glycol contactor and comes into contact with lean glycol (water poor) in the contact tower absorber. The operating pressure of the contact tower is close to pipeline pressure conditions. In the contact tower, water in the natural gas is absorbed by circulating glycol and the natural gas is dehydrated and the gas dew point is reduced. The dehydrated gas is referred to as dry gas and exits through the top of the glycol contactor. The glycol that absorbed the water is called rich glycol (water laden). The rich glycol then exits from the bottom of the glycol contactor and flows to the regeneration system. The regeneration system typically includes a glycol flash tank (gas-condensate-glycol separator) and a reboiler that uses natural gas as a fuel.
The glycol flash tank (also called a gas-condensate-glycol separator) serves as a separator to recover entrained flash gas and condensate. The flash tank also reduces the pressure of the rich glycol prior to entering the reboiler. The reboiler operates at approximately atmospheric pressure. In the reboiler, the glycol is heated to boil off water from the glycol to produce lean glycol. The lean glycol is cooled using a heat exchanger and pumped back to the glycol contactor to continue the cycle.
Typical dry gas pipeline requirements can range from 5 to 7 lbs water per MMSCF of natural gas.
Figure 1 below is a diagram of a typical basic glycol dehydrator process flow diagram from https://petrowiki.org/Dehydration_with_glycol
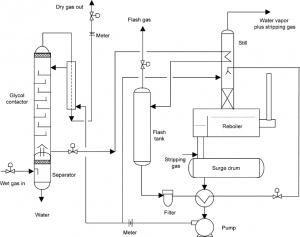
A glycol circulation pump is used to circulate glycol through the system. There are many varieties of pumps used including Kimray Energy Exchange Glycol Pumps, other pneumatic pumps and electric reciprocating and centrifugal pumps. Larger glycol dehydrators often use electric motor-driven pumps.
The reboiler uses a still column (reflux condenser coil) to separate water from the glycol. The still column’s vent gas will contain water vapor and hydrocarbons such as methane, benzene, toluene, ethylbenzene, xylenes, n-hexane and other VOCs.
Glycol Dehydrator Air Pollutants
Natural gas streams contain varying amounts of methane, VOCs and hazardous air pollutants (HAP). HAPs in natural gas include benzene, toluene, ethylbenzene, xylenes, (BTEX), n-hexane and 2,2,4-trimethylpentane. These HAPs are slightly soluble in the TEG solution used and as a result, HAPs are absorbed in the glycol contactor. Also, methane and VOCs (other than BTEX) will be entrained in the rich glycol due to the high operating pressure of the glycol contactor (600 to >1000 psig).
Flash gas liberated from the flash tank (located between glycol contactor and reboiler) will be natural gas that is mostly methane and some VOCs and small amounts of BTEX.
Regeneration of the rich glycol in the glycol reboiler causes methane, VOCs and HAPs to be released with the water vapor exiting the still column vent.
Glycol Dehydrator Emission Sources
The sources of and types of air pollution from a TEG glycol dehydrator include the following:
- Still Column Vent – water, methane, VOCs, BTEX, n-hexane, 2,2,4-trimethylpentane
- Flash Tank – primarily natural gas similar to fuel gas (primarily methane and some VOC and BTEX).
- Glycol pump using high pressure natural gas – primarily natural gas similar to fuel gas
Still Column Vent Emission Controls
- Air cooled condensers with noncondensable gases vented to the atmosphere
- Water or glycol cooled condensers with noncondensable gases vented to the atmosphere
- Air cooled, water cooled and glycol cooled condensers with noncondensable gas routed to reboiler burner as fuel or routed to an enclosed combustor or flare
- Air cooled or water cooled condensers with noncondensable gas routed to a vapor recovery unit (VRU)
Glycol Flash Tank Emission Controls
- Since the glycol flash tank is a pressure vessel (operating pressure range of 60 to 120 psig) and has a similar makeup as fuel gas.
- This gas is typically routed back to the system (e.g., fuel gas) or controlled using a VRU, flare or enclosed combustor.
Optimization Techniques to Reduce Emissions
- Optimize glycol circulation rate to only what is needed to dehydrate the gas to the required lbs/MMSCF. NOTE: EPA approved models (GRI-GLYCalc) indicate that the VOC and BTEX emissions are directly proportional to the circulation rate of glycol. Based on the GRI-GLYCalc model, if the glycol circulation rate is reduced by 50%, then BTEX and VOC emission can be reduced by approximately 50%.
- Use electric glycol circulating pumps instead of gas operated pumps.
Glycol Dehydrator Emission Regulations
EPA regulations affecting glycol dehydrators include the hazardous air pollutant rules (HAPs) in 40 CFR 63 Subpart HH—National Emission Standards for Hazardous Air Pollutants From Oil and Natural Gas Production Facilities. This regulation impacts onshore oil and gas production facilities glycol dehydrators and some oil storage tanks.
Also state specific regulations may apply to glycol dehydrators.
Cimarron DehyCombustor Emission Controls
The Cimarron DehyCombustor combines a BTEX condenser with an EPA certified combustor to eliminate BTEX emissions from the glycol dehydrator.
Benefits
- Eliminates the need to send still column vapors to the reboiler which is a common cause of regenerator fires and reduced emissions control efficiency.
- Allows for the continued use of Energy Exchange Glycol Pumps due to 99% gas consumption destruction
- Compact design provides small footprint
Features
- Designed to address the increasingly stringent EPA standards specific to natural gas dehydration emissions.
- Skid mounted (no assembly required) and fully enclosed models available for severe cold weather service and open air for warm weather service.
- All wetted parts are 304 Stainless Steel
- Fully ASME code construction
- EPA certified Quad O vapor destruction
- On-site vapor destruction data logging and/or SCADA communication available.
Cimarron Energy Acquisition of Hy-Bon/EDI
Cimarron’s acquisition of HY-BON/EDI in July 2019 means that our environmental product and services offered to our oil and gas customers are further strengthened. This includes the following:
- BTEX combustor unit for glycol dehydrators
- Mobile glycol reclamation system
- Natural Gas Dehydration Equipment
- Vapor Recovery Units (VRU)
- Vapor Recovery Towers (VRT)
- Flares
- Enclosed Combustion Devices (ECD)
- Leak Detection and Repair (LDAR) services
- Vent gas measurement services
- Field service
- Parts
For more information on our products and services, you can contact us at +1 (844) 746-1676 and http://cimarron.com.